
離型改善
NAP処理で離型改善・流動性改善
離型改善
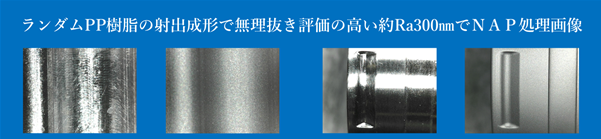
ランダムPP樹脂の射出成形金型のコアピンにアンダーカットによる勘合をNAP処理加工により離型改善した画像です。
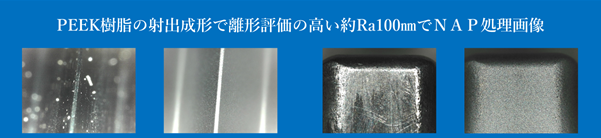
PEEK樹脂の射出成形金型の回転抜きコアピンと勘合穴コアピンをNAP処理加工により、離型改善効果により回転抜モーター負荷が下がり複数取が可能となりましたと、顧客様より情報がありました。
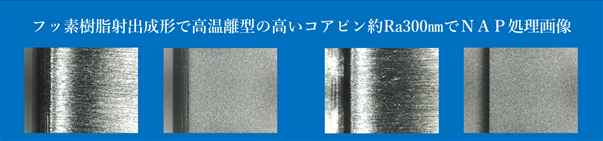
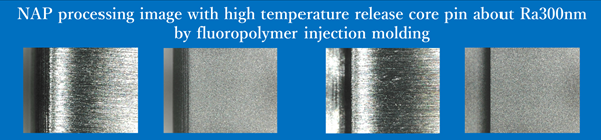
フッ素樹脂の射出成形金型のコアピンをNAP処理加工により、高温での離型でも変形が無く、サイクルアップが可能となりましたと、顧客様より情報がありました。
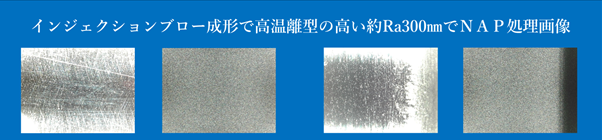
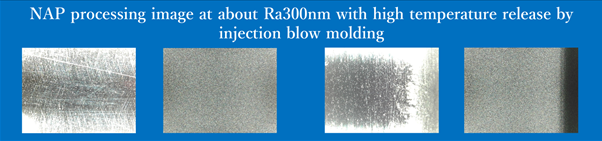
インジェクションブロー成形のインジェクションコアをNAP処理加工により、コア温度が高い状態で離型できるようになり、加工工程の改善が出来たと、顧客様より情報がありました。
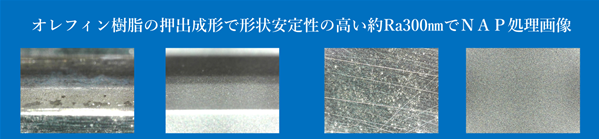
流動性改善
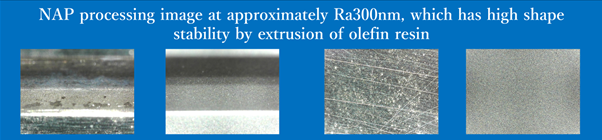
オレフィン系樹脂の形押出成形金型をNAP処理加工により、流動性改善で形状の安定性が良くなり、大幅な歩留まり改善が出来たと、顧客様より情報がありました。押出成形金型をNAP処理加工により、軟質樹脂の流動性改善で押出成形が可能となり、量産が可能になったと、顧客様より情報がありました。
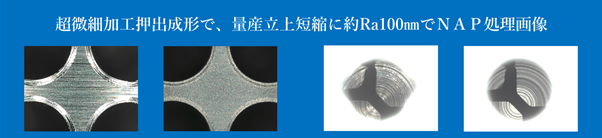
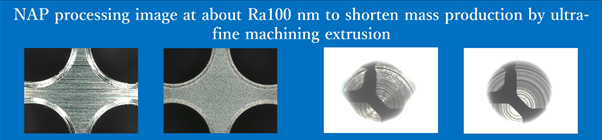
微細形押出成形金型をNAP処理加工により、切削跡、カエリ跡を除去する事で、長時間掛け研磨剤入り材料を流し金型をなじませる工程不要となり、即量産立上が可能となったと、顧客様より情報がありました。
English
NAP treatment improves mold release and fluidity
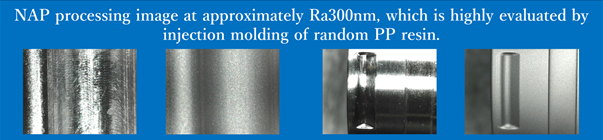
Mold Release Improvement
This is an image of an undercut on the core pin of a random PP resin injection mold that has been demolded and improved by NAP treatment.
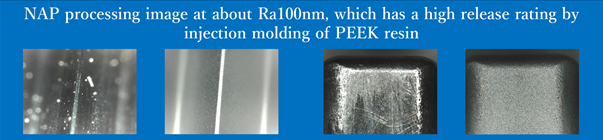
We received information from a customer that the rotary pull-out core pin and the fitting hole core pin of the PEEK resin injection mold were NAP treated to reduce the load on the rotary pull-out motor and make it possible to take multiple pieces due to the mold release improvement effect.
We received information from a customer that the core pin of a fluoropolymer injection mold is NAP treated to achieve no deformation even when released at high temperatures, and that cycle ups are possible.
The customer informed us that the injection core of injection blow molding was able to be released at a high core temperature by NAP treatment, and that the processing process could be improved.
Liquidity Improvement
We received information from a customer that by NAP treatment of an olefin-based resin shape extrusion mold, the stability of the shape was improved by improving the flow and significantly improving the yield.
We received information from a customer that by NAP treatment of extrusion molds, it is possible to extrude by improving the fluidity of soft resins, and mass production is now possible.
By removing cutting marks and scarlet marks by NAP treatment of micro-shaped extrusion molds, there is no need for the process of pouring abrasive materials for a long time to blend the mold, and mass production is now possible.
If you have any questions or questions, please feel free to contact us below.
M&T Co., Ltd. Representative Director Kazuyuki Yamashita E-mail:k-yamashita@nap-mt.com
